Engine 557
Restoration Company
Progress Report May 2020
Volunteers on a bright May 6th were finding their way back to the Engine House and picking up on delayed projects. We are all taking precautions as required by the presence of Covid 19 guidelines. To date there have been just over 400 cases reported state wide. All but 34 have recovered and 10 have passed away. Nearly our entire volunteer crew are long retired and the 557 offers an opportunity to socialize and work in a controlled environment.
{kind=link}
The Alaska Railroad has curtailed all passenger service until July 1, 2020 except for the Hurricane turn with flag stop service for people who live off the grid between Talkeetna and the bridge at Hurricane. On May 7th we caught the north bound Hurricane Turn as it passed the 557 engine house. On the first Thursday each month you can ride into the back country from Talkeetna and return. An SDMAC70 with HEP is on each end of the train so there are no backing movements.
{kind=link}
Section crews are busy all over the Alaska Railroad taking advantage of open track time. Nearly daily work trains hauling ballast and rip rap go South from Curry. A Work Extra train of empties came North by the 557 Engine House on May 6th headed back to the pit.
{kind=link}
Finally some day time revenue trains returned on May 13th when unit hopper trains of 80 gravel cars resumed to service between pits near Talkeetna and South Anchorage. These gravel trains are typically powered by 4016 SDMAC70 in push pull mode with 4005 on the other. Currently there are two such trains from the Valley to Anchorage five days a week ending with freeze up in November.
{kind=link}
{kind=link}
What others say:
Associated General Contractors of Alaska, publish a quarterly magazine, THE ALASKA CONTRACTOR. The Spring 2020 issue has a 4 page spread on The Restoration Of Engine 557 by Rachael Kvapil starting on page 42. We expect the excellent review will be archived so we can link to it in next months progress report for you all to read. Fifteen members of the AGC of Alaska are major in-kind- donors to Engine 557 Restoration. Thank you AGC of Alaska.
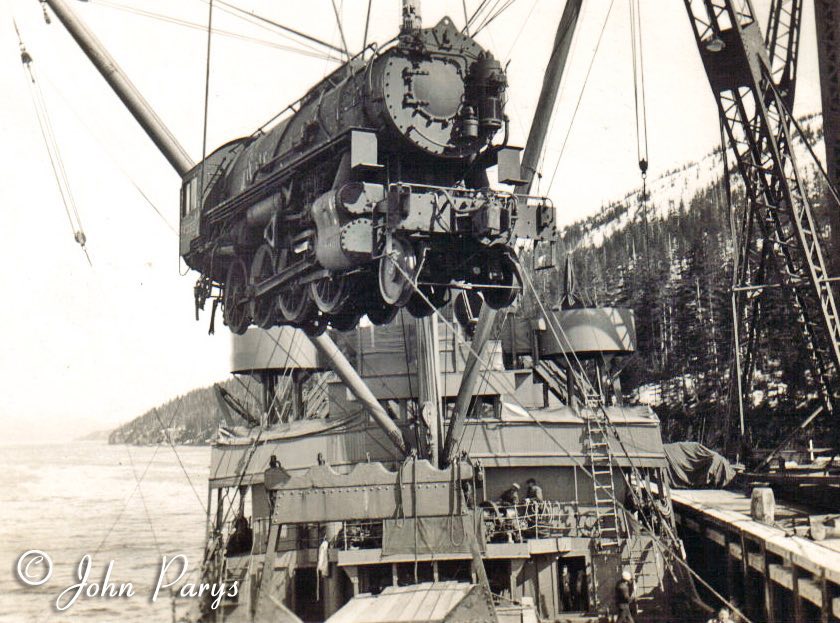
“Hi guys. My donation is made in honor of WWII US military stationed in Alaska, especially my father, John Parys. Stay safe, Ken Parys” John Parys was in the Army and present in Whittier Alaska to photograph s-160 locomotives being unloaded from the liberty ship Crowley. You can see John’s photo legacy of Whittier here.
Gary Oslund from the Oregon, home of the 4449 and the SP&S 700, “I really enjoy your updates, you guys are doing a great job!”
Robert Kowalski “Greetings from snowy Portage, MI. I really appreciate the tremendous 557 restoration effort by the group. I am continually impressed by the organized, excellent, and detailed work being done. Thanks again.”
{kind=link}
Robert Franzen, of Steam Services of America has sent the following photos and descriptions of work being done In their shop. Project is to recondition and add Babbitt to the 557 driving boxes. Caution, this is like watching sausage being made.
Vertical turret lathe turning tube for new crown brass. Slitting the brass tube to form one new crown brass. Slotting machine preparing the surface that will be cleaned, tinned and filled with Babbitt.
Brazing on the new R-1 crown brass, building up the toe surfaces with bronze wire to obtain the proper clearance to press the brasses back in the boxes. Machining the toe faces on the new R-1 crown brass. The machine being used is a horizontal milling machine. Milling the bevel edge.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
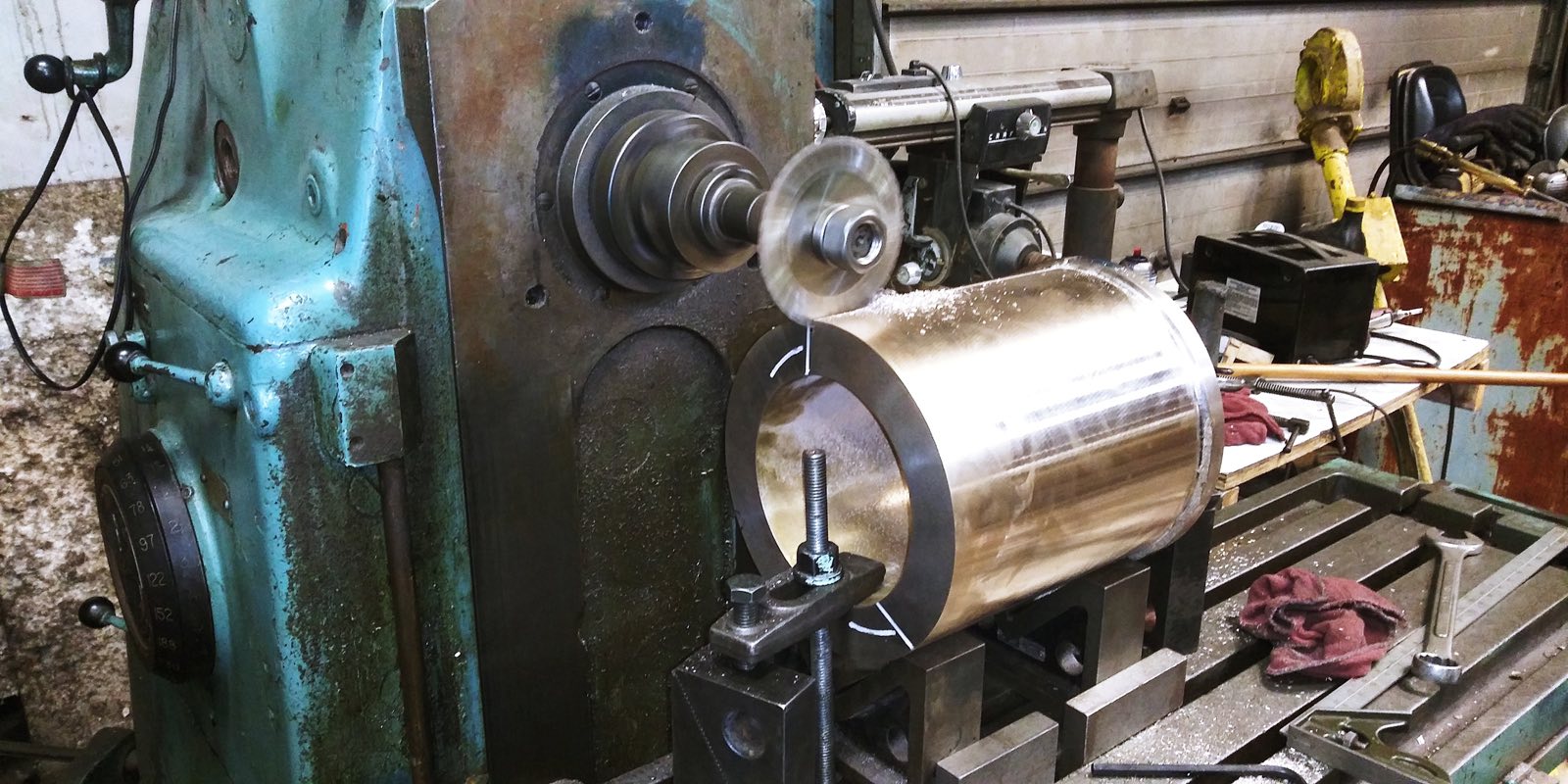
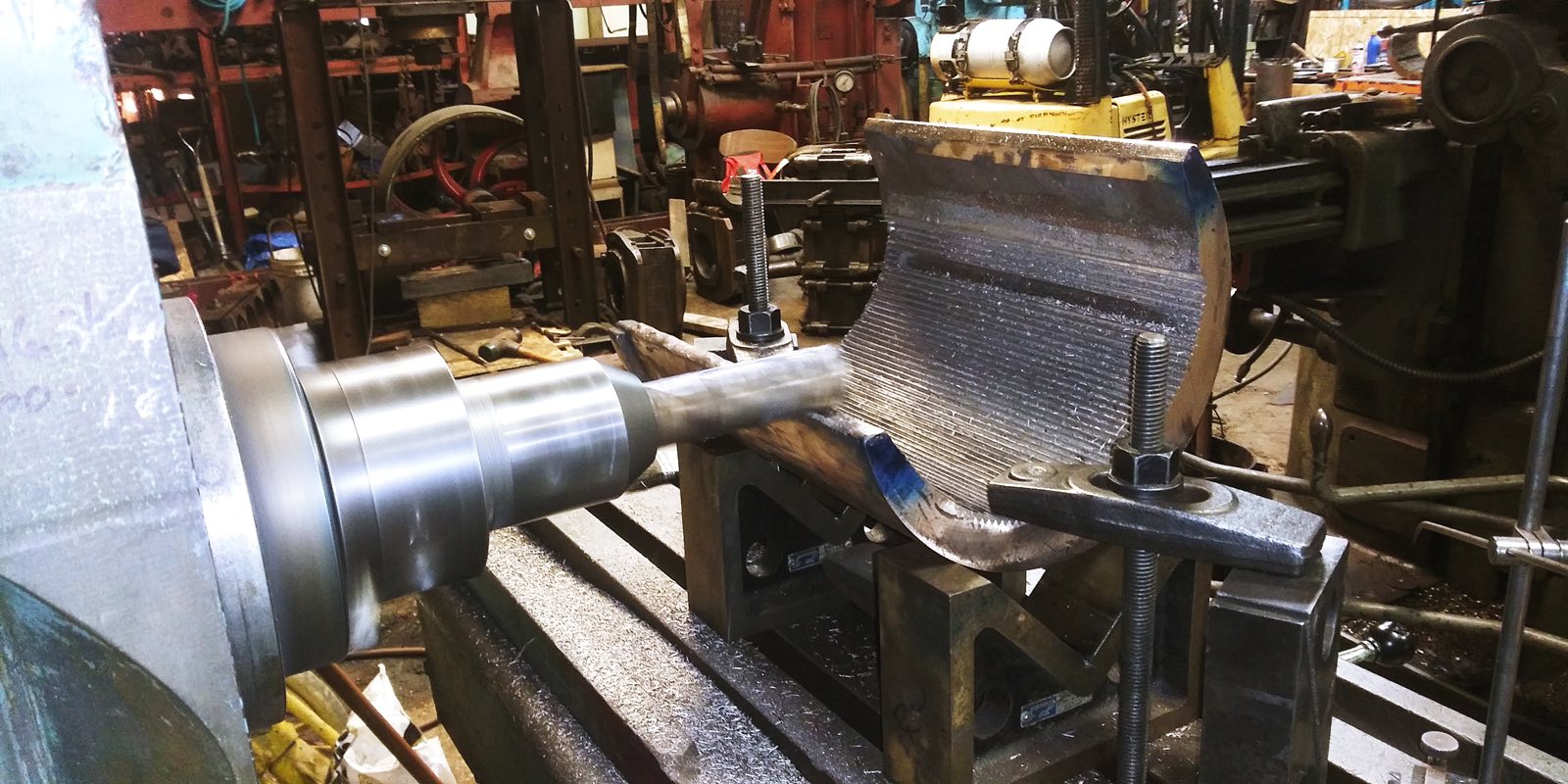
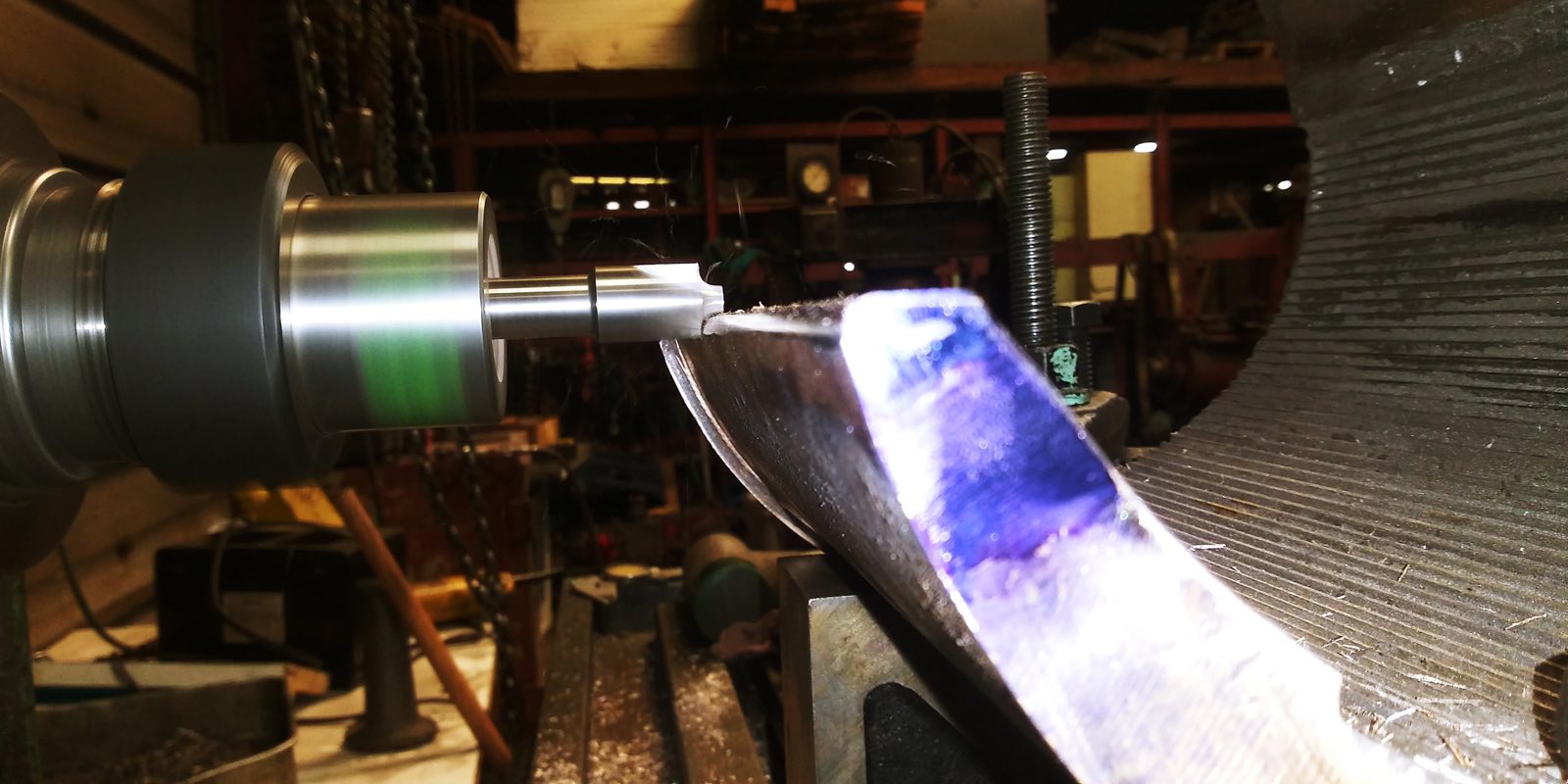
Alaska Roteq has contracted the work on the axle wheel assembly for the Engine Truck. Paul Dalleska is coordinating this work with Jeromy Ring at Roteq where they had one machine capable of mounting this work piece. They have machined the axle inside bearing surfaces and have the wheel profile in progress. They will manufacture new, two piece hub liners, mount and machine them to finish the assembly. We are fortunate to have Alaska Roteq as neighbors about 1/2 mile away here in Wasilla.
{kind=link}
{kind=link}
Back to Wasilla and our own machine shop where small machines do big work. So how do you fit a 127” long main rod on a 47” mill table? Strap the rod to one fork on our little cat fork lift, move it into place and land the main rod on the mill table and a support table that can roll on two axis. With the work piece secured to the mill table the extended rod is resting on the rolling deck of the support table.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
The full floating bronze crank pin bearing was lifted out of the rod and we discovered the hole in the rod was out of round by 1/8 of an inch fore and aft. Since we are making all new bearings we took the opportunity to true up the bore in the big end of the rod.
{kind=link}
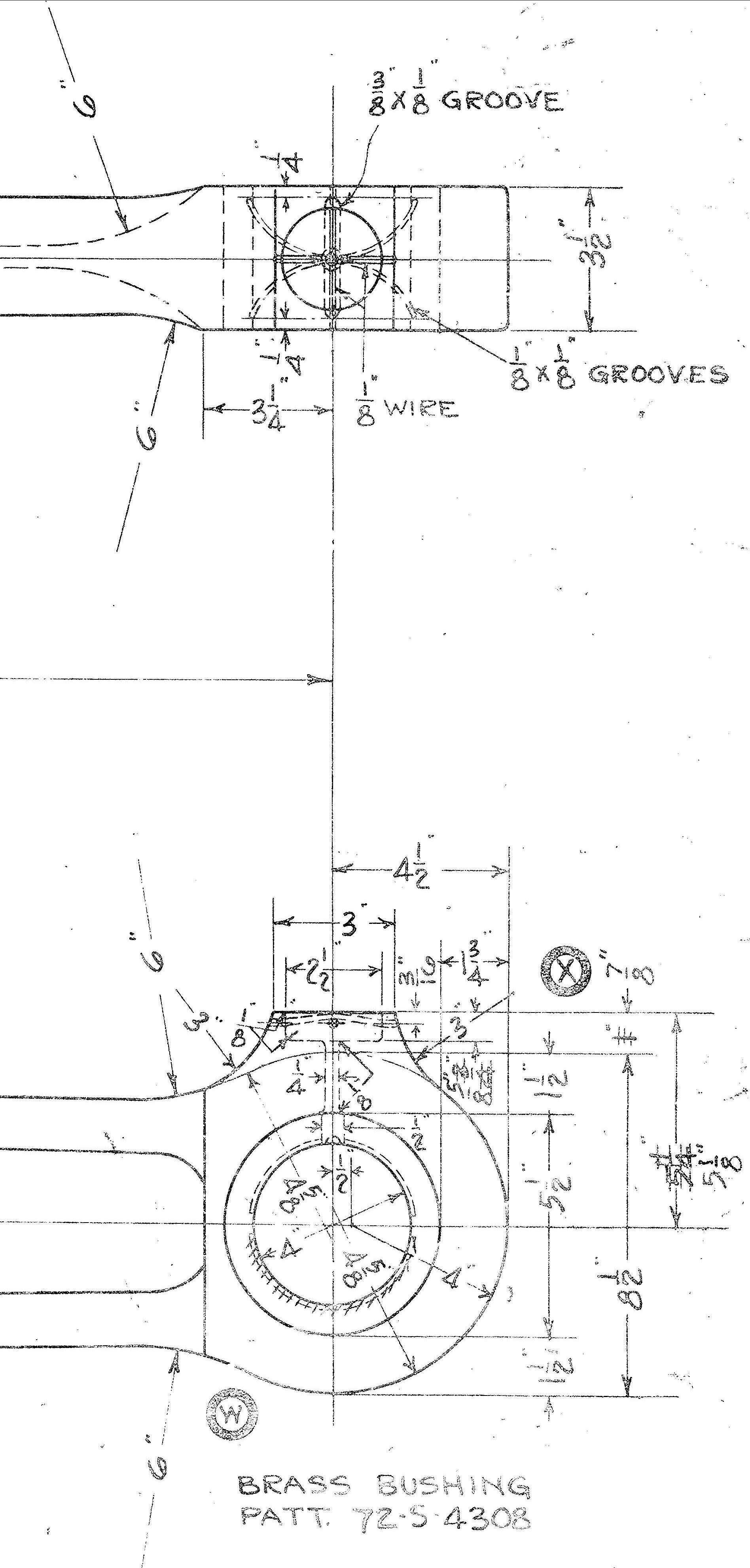
We also discovered that while the small end of the rod was machined with an oil well to receive drip oil through the crosshead where it was connected, there was no oil hole provided in the brass bearing as required in the drawings. When the new brass is made to fit the crosshead, it will be done to the drawing specs.
{kind=link}
{kind=link}
{kind=link}
The main rods with one new bushing during test fit up. This is a full floating bearing and will be finished like the old perforated section of the brass assembled here on the main crank pin.
{kind=link}
{kind=link}
All of the work being done on the rods and new bearings and bushings is thanks to Jeff DeBroeck and Jerry Cunnington assisted by Tom Walker and Terry Douglas.
{kind=link}
The blue print drawing set for 557 sheds very little light on the Locomotive brake system. It was basically left to a standard Westinghouse Air Brake Co. design. Fortunately it is pretty straight forward. Some time back we cleaned the brake cylinders and installed new gaskets and grease. The badly worn trunnion for the bell crank arms was replaced with new 4140 stock. All the components parts went to primer. The arms were bushed so they are now a nice running fit on the trunnion. All the brake bridle components were then painted. New pins were made and at last the entire assembly went between the frames in front of the first driver set. Only need to make three more taper fitted bolts and this job will be in the rear view mirror.
{kind=link}
{kind=link}
{kind=link}
In April we started the redesign of the fire pan to make it removable with out dropping the rear axle. Fabrication continued by trimming the old 1/4 inch belly out and making two new 3/8 inch sections to replace it. Our friends at Weld Air Alaska here in Wasilla, provided the 3/8 plate and their fab shop formed it to our specs. Paul Dalleska, Ron Dudley, Ken Elmore and Gene Augustine were all involved in drilling the nearly 100 holes for the 1/2 inch bolts adding more bolts and then dry fitting the draft box leading to deep contemplation.
{kind=link}
{kind=link}
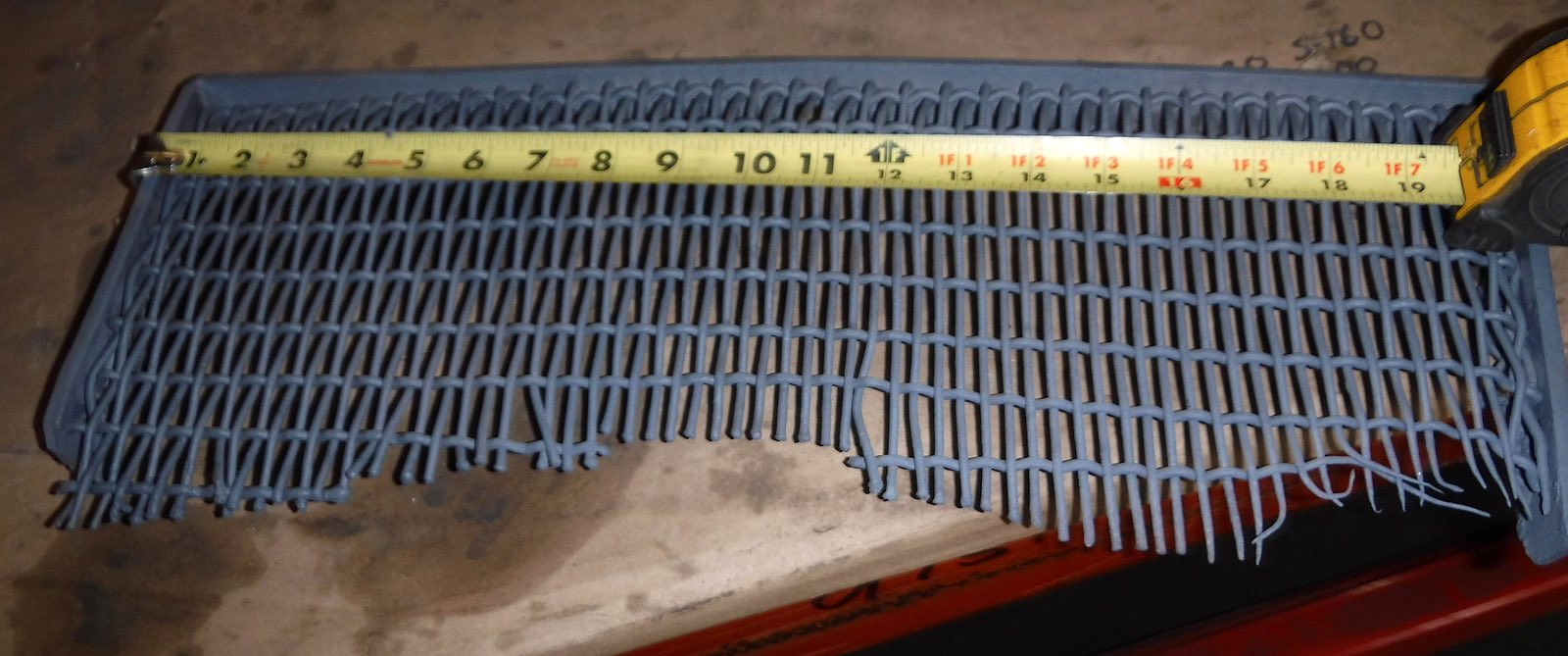
Condition of the old draft damper screen indicates the general condition of the old damper box. Ron Dudley with a little assistance has rebuilt the entire assembly through shear will, heat and heavy hammers. All the parts now work in harmony with the fire pan as contemplated by Tom Walker. It is all a team effort.
{kind=link}
{kind=link}
{kind=link}
As modified in 1954 during the oil conversion, the burner bracket was welded to the frame. We now have it bolted to brackets welded to the outside side front end of the fire pan. The shoes on each end of the bracket are sliders that can move fore and aft over the frame as the boiler expands to the rear with heat. All plumbing for the atomizer line and oil delivery line and heater are now attached to the fire pan so it all moves as a unit with the boiler and firebox.
{kind=link}
{kind=link}
Ron Dudley provides a final touch on the atomizer line with a rose bud, taking it to heat and letting it cool in place to remove stress after it was all bolted up and connected with unions on both ends. The crew gets to dismantle the fire box and remove it once again when we get ready to put the tubes in the boiler. It will all be sand blasted and get a good coat of silver Thermolox before final assembly after hydro tests are complete. Then we need to find a skinny boiler rat to install firebrick! One more reason to have the fire pan damper box removable. It provides alternate access and egress to the small firebox opening.
{kind=link}
Jerry Peters formed a new syphon tube for the pressure gauge. The fittings have been silver soldered in place by Lavern Buller and it is now waiting for Jerry to give it a high polish before installation.
{kind=link}
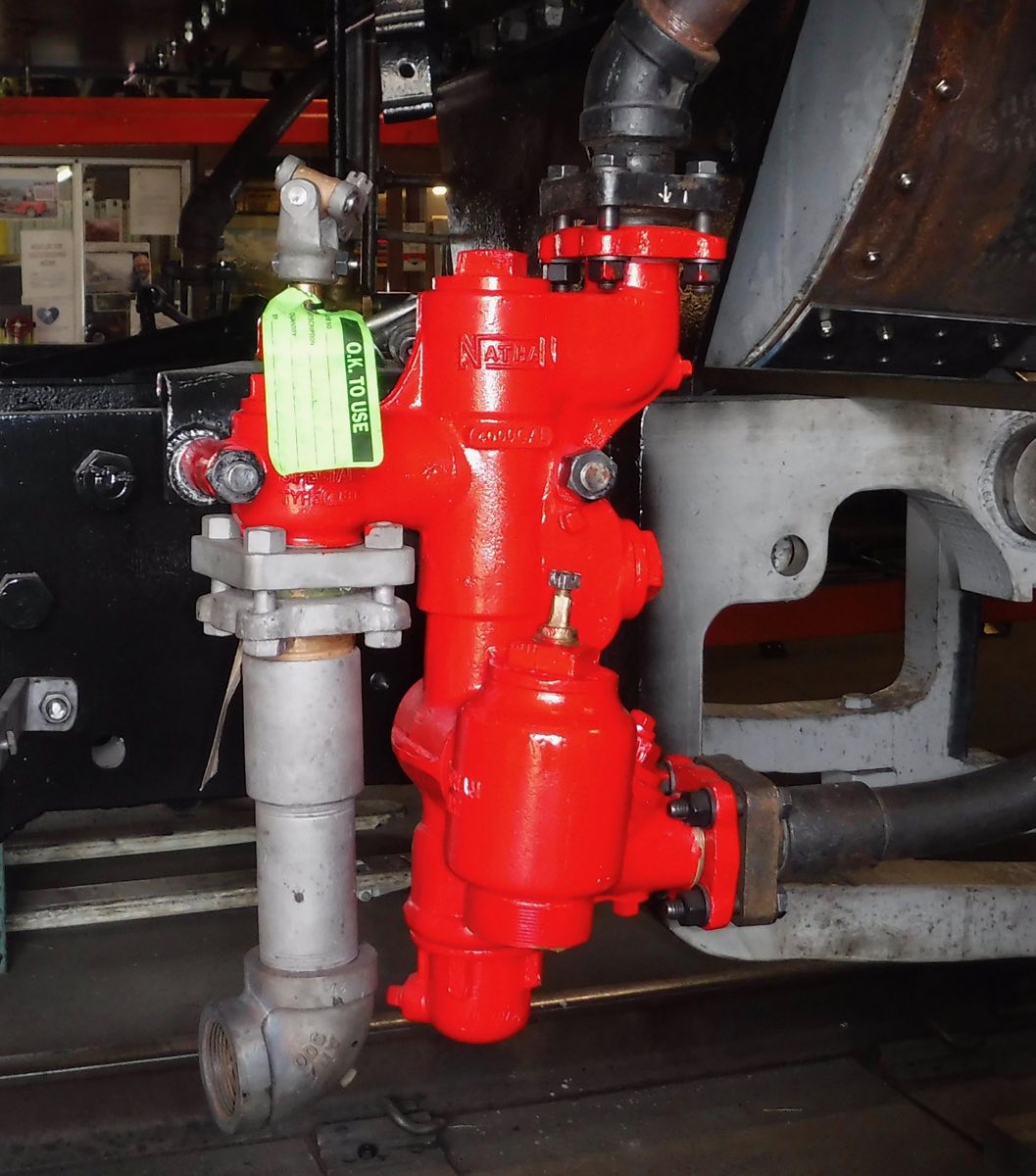
Over the past several months Terry Douglas has cleaned, inspected and lapped all the mating surfaces on three Nathan feed water injectors. As installed on Alaska Railroad steam locomotives these were always painted Chinese Red.
{kind=link}
{kind=link}
{kind=link}
You may remember we do not pursue any form of government funding—even indirectly in the form of federal or state loans and grants. We are proud of our institutional independence and grateful to supporters for making it possible.
However, Dick Morris our Secretary Treasurer recently received a $1200.00 “Covid” stimulus check from Uncle Sam. He promptly passed on $600.00 as a donation to Engine 557 that was doubled by a match. Yes that is government money but the donation was privately directed. The other $600.00 went to the Food Bank of Alaska. Thank you Dick.
There are many ways individuals and groups can provide financial support for Engine 557. We still have a balance of $14,000 in a matching fund which needs to be matched before it can spent on the restoration.
It is our sincere hope this finds all our followers in good health.
Patrick Durand for the 557 gang.

Make all donations to: Engine 557 Restoration Company at the address below.
An Alaskan 501(c)(3) Nonprofit Corporation, EIN 46-2663256
Engine 557 Restoration Company
PO BOX 875360
Wasilla, Alaska 99687-5360
Or donate on line here: